Hot Runner I/O Integration for Automation
Hot Runner I/O Cell Integration Hot runner I/O integration allows the controller to communicate directly with the rest of the molding cell. Instead of operating in isolation, the Pulse Hot Runner Controller™ becomes an active participant in automation and process control. The controller includes four configurable outputs that use dry contact relays. These outputs can send signals to robots, conveyors, injection molding machines, or plant monitoring systems. Alarms such as over-temperature or under-temperature can trigger immediate actions, such as part diversion, machine stops, or event logging. An at-temperature output is used in conjunction with Soft Soak. This signal prevents injection until the tool reaches the target temperature and completes its soak time. It ensures that plastic is not injected into a cold or partially expanded [...]

Hot Runner Troubleshooting with View Mode
Hot Runner Troubleshooting Hot runner troubleshooting is often time-consuming, especially when wiring documentation is missing or unclear. View Mode on the Pulse™ Hot Runner Controller simplifies this process by allowing safe, non-heating diagnostics. In View Mode, zones read thermocouple temperatures without applying power to the heaters. This allows technicians to verify wiring at ambient temperature before energizing the tool. To check wiring, a technician can switch a single zone to Auto and observe temperature changes. If a different zone begins to rise in temperature, the thermocouples are miswired. This issue can be identified immediately without risking overheating or damage. The controller allows thermocouple assignments to be changed in software if an immediate fix is required. While proper rewiring is recommended, this flexibility reduces downtime and [...]

Hot Runner Recipe Control
Hot Runner Recipe Control Hot runner recipe control eliminates one of the biggest sources of startup errors: manual zone setup. Traditional modular controllers require operators to turn on and configure zones individually. In many cases, all zones are powered simultaneously, increasing the risk of tool wear, leaks, and thermal shock. The Pulse Hot Runner Controller™ replaces this process with a single HMI that can manage up to 180 zones using stored recipes. Startup is simple. Power on the controller, select the correct recipe, and press Run. All setpoints, limits, and system functions load automatically. Each recipe stores every parameter associated with a specific tool. This includes temperature setpoints, alarm limits, ramp behavior, and startup sequencing. Once saved, the recipe ensures the tool is started [...]

Real-Time Alarm System for Hot Runner Controllers
Hot Runner Alarm System A reliable hot runner alarm system is critical for protecting tooling, preventing scrap, and avoiding unplanned downtime. The Pulse Hot Runner Controller™ includes a real-time alarm and diagnostics system designed to identify issues the moment they occur, not after damage has already been done. As soon as the controller is powered on, it begins monitoring every zone that is set to Auto or View mode. If a thermocouple is not connected, the system immediately triggers an alarm. This prevents heaters from energizing without proper feedback and eliminates one of the most common causes of startup damage. The controller continuously checks thermocouple health and wiring integrity. It can detect open thermocouples, reversed polarity wiring, and thermocouple shorts caused by pinched or [...]

Hot Runner Energy Savings
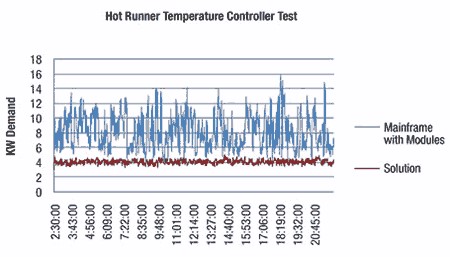
Hot Runner Energy Savings Hot runner energy savings are not just about reducing total power usage. It's about minimizing peak demand, which often drives the highest utility costs in manufacturing facilities. The Pulse™ Hot Runner Controller reduces peak kilowatt demand using three core strategies that work automatically in the background. The first strategy is Even Soak™ startup. Instead of energizing all zones at once, the controller sequentially heats defined groups from cold to setpoint. This significantly reduces the initial amperage spike that occurs during startup and protects the tool from uneven thermal expansion. The second strategy is to limit the percent power. Each zone can be governed to a maximum power level during ramp-up and production. This prevents heaters from drawing excessive amperage and allows larger [...]

What is the Cost of Good Enough Hot Runner Control?
Hot Runner Control and Productivity Welcome to The Explainer. You know, in injection molding, it's often the small daily frustrations that end up costing you big time. So today, we're going to dive into a set of tools designed to flip that script, turning those exact challenges into some major productivity gains. All right, let's kick things off with a question that honestly gets right to the heart of it. We all kind of accept certain little issues as, you know, part of the job. But have you ever really stopped and thought about it? What is good enough actually costing you? Well, the answer is hidden in all the stuff we usually overlook, right? Those tiny daily headaches, they snowball. They turn into real significant losses. [...]
What Is A Hot Runner?
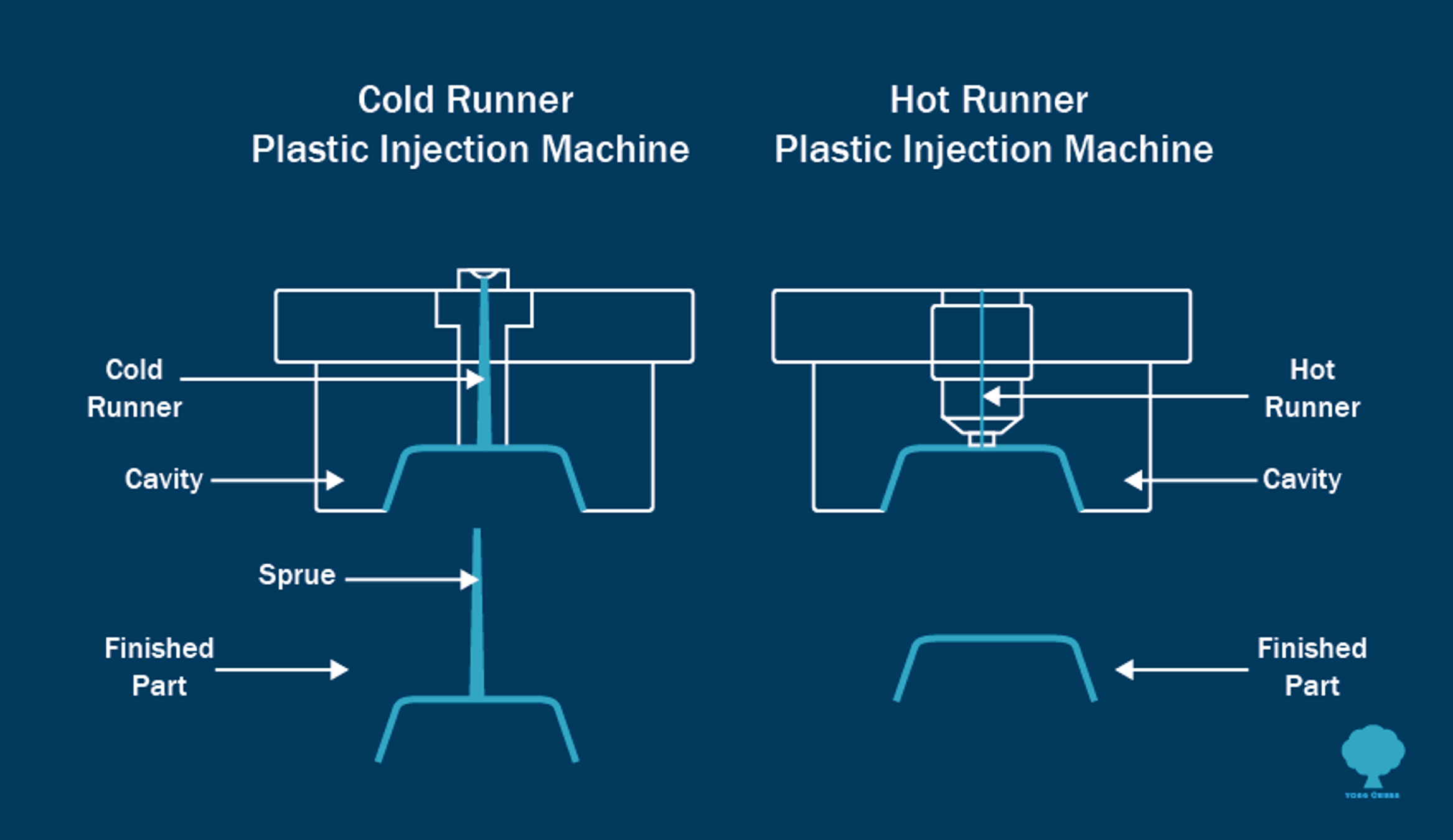
When hot runner technology was first introduced to the plastics industry more than five decades ago, it revolutionized injection molding processing capabilities by improving molded part quality, enhancing operational efficiencies, reducing scrap, and saving money. A hot runner system is a molten plastic conveying unit used within an injection mold. Another way of saying that a hot runner system consists of heated components (usually by electricity) used inside the plastic injection molds, which brings the molten plastic from the barrel of an injection molding machine into the cavities of the mold. Hot runner melt channels can have different sizes; the size needed depends on factors such as resin type, injection speed, fill rate, and the molded part. A temperature controller(standalone controller or controls from the injection molding machine) [...]

Hot Runner Productivity Series
Hot Runner Productivity Series Register for special pricing, tools, and training to help with hot runner processing, energy savings, and maintenance. High-Cavity Hot Runner Productivity Series Highlights This 5-post series follows a normal order of events on the molding floor from before you start molding to more advanced molding cell automation. kW Demand - We'll show you how and why you should reduce kW demand. Maintenance - This covers preventative maintenance of hot runner systems, cables, and controllers. Troubleshooting - How should you react when alarms or other things go out of normal range? Processing - What's happening behind the scenes in your hot runner system, and why does it matter for processing (better cavity-to-cavity [...]
Hot Runner Injection Molding Process
Injection Molding Process and Hot Runner Systems Processing injection molds used to be considered a black art. Then came along scientific molding that decoupled fill (cavity is filled 98% with injection speed), pack (finish filling and apply pressures), and hold (allow the part to cool). Processing engineers control four plastic variables: Temperature/Heat, Flow, Pressure, and Time/Cooling. There are two details we want to point out that help shape our viewpoint on processing. Melt Flow Index First, most people think the term "Melt Flow Index" represents viscosity (resistance to flow). It is measured in grams per 10 min within a comparison test to other resins. It is a molecular weight, not viscosity, just a reference point. Plastic also does not follow Newton's law of viscosity. It's a [...]

Hot Runner Troubleshooting
Hot Runner Troubleshooting First, Staying Out of Trouble MoldMaking Technology® and Plastics Technology magazines published articles about hot runner troubleshooting that included the importance of proper hot runner system startup. While this blog is about troubleshooting, it is fair to say that the best way to get out of trouble is to stay out of trouble. Proper start-up prevents the tool from leaking plastic. Further, it does this while minimizing hot runner system wear and downtime. And, as previously shown in our post about kW demand, it saves on peak demand kW costs. It also helps to balance shop loading of amperage. The Ins and Out of Hot Runner Temperature Control, MoldMaking Technology, 11/8/2021 by yours truly, Chad Root and Manny Diaz, Fast Heat by Spark [...]
Injection Molding Best Practices:
What’s All The Hubbub?
In short, best practices are sets of methods and techniques that increase efficiency and develop structured processes with optimal results. Best Practices allow you to streamline procedures and stick to industry standards.
Fast Heat by Spark Industries assists those in the plastic industry in setting up their business for success by following Injection Molding Best Practices and by sharing how you can improve your company’s best practices.
Of course, since you’re here, you probably already know Fast Heat is all about optimizing hot runner injection molding best practices and processes with the utilization of their custom products.
However, just in case you’re new to the world of hot runner applications or injection molding, let’s just start off with a little basic review to get you in the zone:
To start, take a look at this Plastics Technology article that gives a succinct explanation of what a hot runner system is:
First, think of it as an extension of the molding machine itself. Its purpose is to keep the plastic molten at a proper temperature on its path to the cavity. So basically, it’s just a piece of heated steel with a round channel in it for the melt to flow through. Ideally, this channel would be running at the exact temperature on the controller, free of obstacles such as dead spots or components that could create hangups and cause scrap issues with color changes or contamination.

You can check out the full article in PT addressing hot-runner benefits, improvements, and everyday issues from the perspective of decades of experience, A View from the Bottom Up.
After you have examined these standpoints, pop over to peruse how Fast Heat by Spark Industries Hot Runner Controllers will help you achieve the consistency you need.
Another area of importance touched on by PT is heated sprue bushings and how they contribute to a uniform heat profile:
Switching from a Cold Sprue Bushing to a Heated Sprue Bushing
We know there’s really a lot of information out there. Who knew!? But, now you can make an informed decision. Examine Fast Heat’s offerings here and make your choice of Heated Sprue Bushings.
“Hold up,” you say, “not so fast.”
What, not quite ready to pick out controllers, sprue bushings, and Mold Boxes? Do you want to know more? Ok, you know what hot runners do…but why would you want to choose a hot runner mold in the first place…what does it mean for you and your business? No worries, we’re here with more substantiating info:
Top 5 Benefits of Hot Runner Systems:
- Allow a wider range of resin application
- Mold more complicated and detailed parts
- Higher throughput
- Lower labor costs
- Reduce scrap
You may also want to check out this article, “Seven Key Advantages of Hot Runner Systems”, by JOHN THIRLWELL, VP OF SALES AND MARKETING, CACO PACIFIC CORP., PUBLISHED IN MOLD MAKING TECHNOLOGY, where, among other advantages, melt flow…one of our favorites, is discussed.
Balanced Melt Flow
The flow advantage that hot runners have is that the melt channels are in separate, externally heated manifolds, which are insulated from the surrounding mold plates. Different from a cold runner plate, the hot manifold can be designed to have flow channels on multiple levels to ensure that the resin flows the same length from the molding machine nozzle to each cavity with the same channel profiles and diameters, number of turns, heat soak and pressure loss (see Figure 1). In other words, the plastic reaches each cavity – whether there are two or 96 – with the same pressure and thermal history. This designed-in temperature and pressure control is particularly favorable for resins that have narrow processing windows.

Figure 1: Balanced melt flow – a multi-level hot manifold gives equal flow and pressures to all cavities for equal filling
Now, you’ve read the experts’ views, and you’re finally convinced that you have some projects that make sense to convert over to hot runners. But you may also be asking yourself, “How am I going to accomplish this?” Once again, we look to the experts at Mold Making Technology, who provide a helpful summary on:
How to Transition from a Cold to Hot Runner Mold
Moldmakers and molders who use hot runner systems in their molds will be the first to disclose that it is often the most expensive part of the mold build. But they quickly add that it is worth the investment based on reduced cycle time, resin cost, elimination of post-processing, product lifecycle, etc.
Finally! You have your hot runner mold projects in place! Ok, we know it isn’t quite as easy as that…it will be a process…but once you do get your projects transitioned, you will want to know more about what Fast Heat can do for you. How are you going to benefit from Fast Heat by Spark Industries once you have decided to go with a hot runner tool?
Our Best Practices blogs will help answer how Fast Heat by Spark Industries will be of value, and you can check them out in their entirety with the provided links. We have also included some useful connections directly to our product pages. Of course, you can always CONTACT US with any specific questions.
Highlighting Injection Molding Best Practices | Fast Heat by Spark Industries
Hot Runner Temperature Controllers Boost Productivity and Quality
This may seem like stating the obvious, but if you can cover or “control” variables from nozzle to cavity, you are definitely reducing the likelihood of problems with your parts and everything in between. Mold manufacturers that install a quality temperature controller on a hot runner system will not only lengthen a mold’s life but will help improve part quality…it’s just that simple.
Fast Heat by Spark Industries will increase your efficiency and, ultimately, your bottom line.
Additionally, you can read about the Pulse Hot Runner Controller Pulse™ Hot Runner Controller and its related alarms in a troubleshooting menagerie that introduces some concepts such as “bake out” and why you need to address it in Troubleshooting.
Hot Runner Performance

Hot Runner performance is critical to maintaining production schedules and eliminating costly downtime.. Having the tools to ensure your hot runner performance is peak is where Spark Industries comes in.
Manny Diaz developed the MoldXChecker® as a result of feedback from customers who stated they would like to be able to test the hot half and the associated elements more quickly. Also, for obvious reasons, they would like less experienced employees to be able to manage the task without extensive training. Save time; save cash!
Manny Diaz, Managing Partner of Fast Heat by Spark Industries, and inventor of the CableXChecker® , was constantly running into the issue of showing up at companies to do maintenance and having no available cables to use to troubleshoot the hot half of the mold; the cables that were known to be good where always already in use on the floor.
And to avoid those Cable Connection Problems from the get-go:
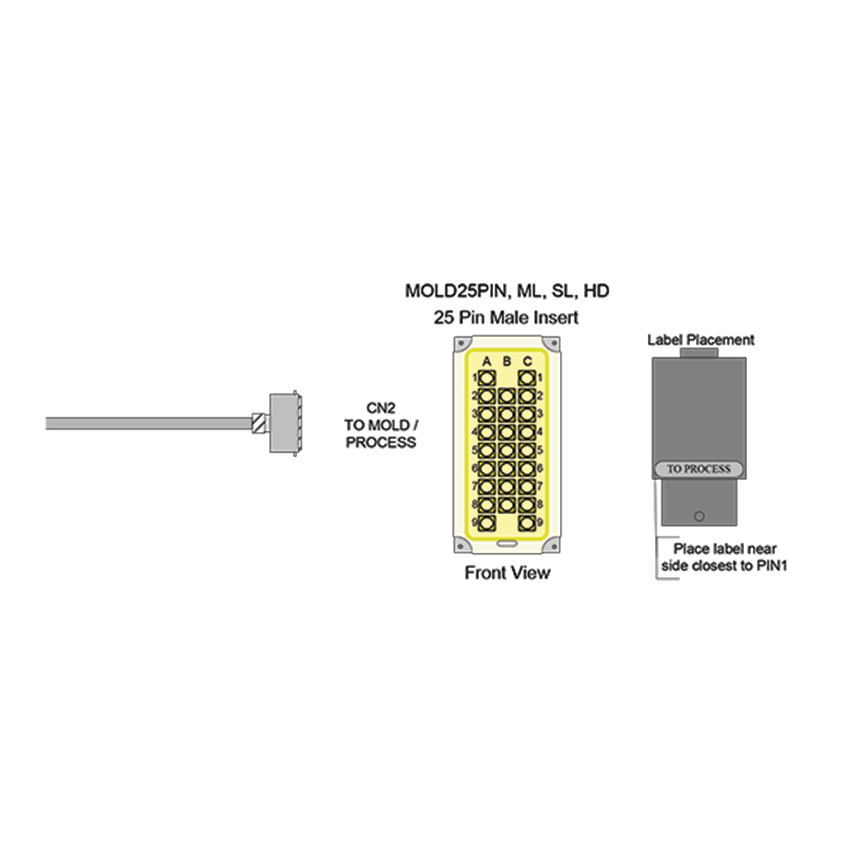
You can accomplish some quick fixes… and one significant change with great results is to include 24-pin male and female connectors; unlike your 25-pin connectors, these 24-pin connect ors are heavy-duty. The pins won’t bend or get pushed back and are rated for 16 amps. They also have screw terminations and are much easier to connect to mating mold boxes, cables, or controllers. Take a look at the original article for a detailed diagram of the Anatomy of a Connector MoldMaking Technology Article and further tips.
ors are heavy-duty. The pins won’t bend or get pushed back and are rated for 16 amps. They also have screw terminations and are much easier to connect to mating mold boxes, cables, or controllers. Take a look at the original article for a detailed diagram of the Anatomy of a Connector MoldMaking Technology Article and further tips.
Fast Heat by Spark Industries has answers for all of your hot runner controller and hot runner cable needs. Make us your go-to guys. We are here for all your questions; it’s what we do!
The last Fast Heat item we want to share with you today is regarding screw tip assemblies. Material and Design are key elements of consideration, and there really aren’t any BAD tips, per se. But you have to figure out what tip is best for your specific job. What resins are you running? What material is your tip going to be made of, and what type of design is going to benefit you most? Fast Heat can help! There are literally hundreds of options out there from which you can choose, but we encourage you to take a look at these manufactured by Zeiger Industries, Screw-Tip Assemblies.
Here at Fast Heat, we look at publications like Plastics Technology and Mold Making Technology for guidance in all things plastic. We want to add one other PT piece we think you may find valuable, Tips to Help You Succeed with Hot Runners. Having said that, we have thrown a lot of information at you, and we had you roaming cyberspace to and fro…but, in the end, we think you will agree that Fast Heat by Spark Industries is also a great resource. For all things related to Injection Molding Best Practices, we want to be your 1st Resource!
Check Out Our Productivity Series!
- Processing with Hot Runners – https://fastheatbyspark.com/
hot-runner-injection-molding- process/ - Electrical Consumption of Hot Runners – https://fastheatbyspark.com/
hot-runner-kw-demand/ - Troubleshooting Hot Runners – https://fastheatbyspark.com/
hot-runner-troubleshooting/ - Hot Runner Maintenance https://fastheatbyspark.com/
hot-runner-maintenance-guide/ - Injection Molding Cell Integration of Hot Runners – https://fastheatbyspark.com/
hot-runner-control-input-and- output-communication/