
Low-Investment Molding Solution
Hot Runner Temperature Control: A Low-Investment Molding Solution Processing challenges and mold design considerations amplify the importance of the use of hot runner controls and your molding solution. Before we get started on the subject of using hot runner controls as a wide-reaching molding solution, we thought it worth mentioning where we are economically. The state of the economy absolutely causes lower-cost manufacturing solutions to be even more critical. We already know that tight budgets and supply chain concerns are definitely part of the challenges facing molders and manufacturers today. So, is the US in a recession? Forbes states, “According to the general definition—two consecutive quarters of negative gross domestic product (GDP)—the U.S. entered a recession in the summer of 2022.” How will you ensure that your [...]

Reliable Hot Runner Temperature Control
Pulse technology demonstrates enhanced ergonomic features for accurate and reliable hot runner temperature controllers Catchy intro… Well, we don’t really have one. But to be straightforward…Fast Heat Inc. by Spark Industries is simply the apex of the industry when it comes to reliable hot runner temperature controllers. Gear like the (showcased at Amerimold 2021 exhibit) Pulse reliable hot runner temperature controllers protect heaters and thermocouples. Furthermore, they prevent operator error and allow users to specify production cycles. It's hard to beat Fast Heat when it comes to considering the customer and how the operator uses the injection molding machinery. Plus, Fast Heat’s proprietary Mold and Cable Checker tools complement Pulse controllers. These diagnose hot-half and cable issues. That’s a lot of indispensable assistance in the world [...]

Hot Runner Cable Connector Anatomy
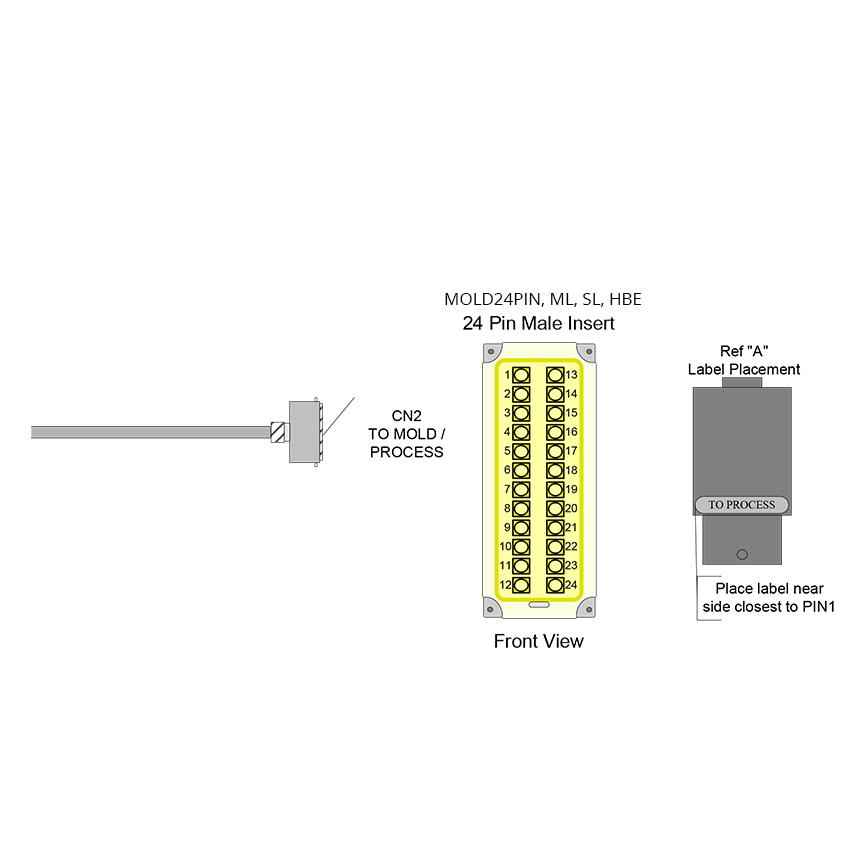
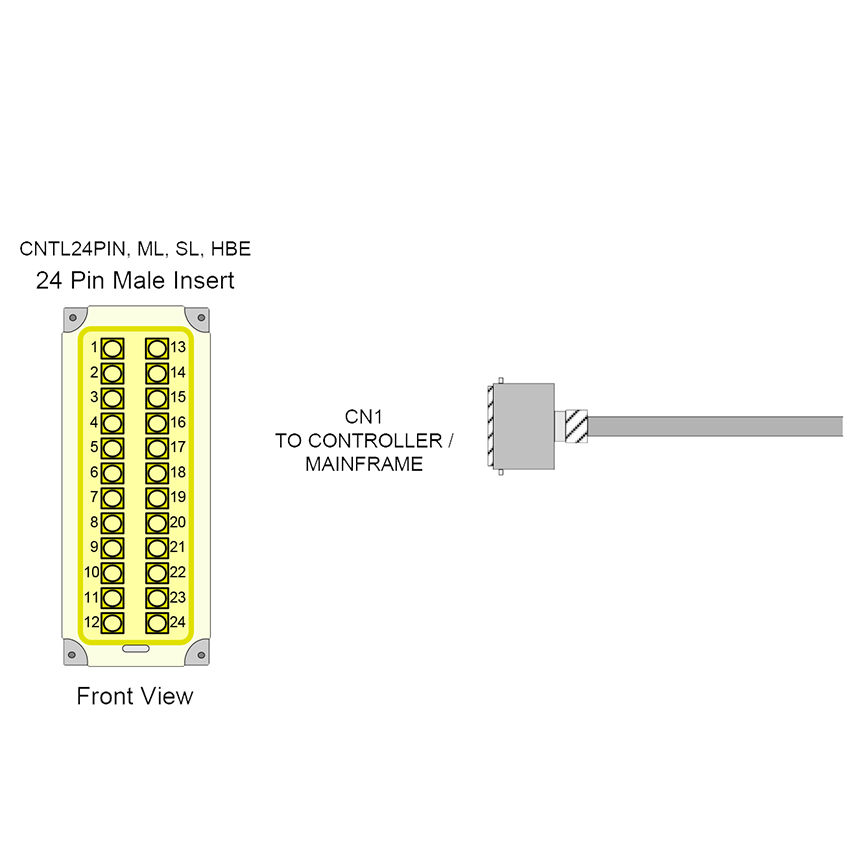
Hot runner cable connectors come in a wide range of specifications with some being much better than others. Our recent article in MoldMaking Technology magazine calls attention to the top 5 problems we typically see in the field. These include: Pushed-Back or Bent Pins Pushed-Back Inserts High Amp Deterioration Loose or Broken Latches Missing or Loose Ground Wire Connections The anatomy of connectors is shown in the featured image. Hoods come in low and high profiles with top or side cable entry and one or two locking levers. Male contacts should be machined but the smaller 25-pin variety can be found in a rolled and crimped design, which is not recommended. Male pins (contacts) and female inserts are press-fit into their related insert bases. Housings are specified [...]

HMI Remote Monitoring and Control
Fast Heat hot runner temperature control industrial offers two options for HMI remote monitoring and control. We first offered VNC Viewer with the advent of newer touchscreen HMIs. Most recently, we have added EasyAccess 2.0 VPN. Here is a brief explanation.VNC Viewer - Same Network ConnectionVNC viewer is a graphical desktop sharing program that allows a PC (client) to connect to another PC or HMI (server) with the VNC server app installed. Once a connection is made, the server sends a duplicate of what is displayed on the PC (or HMI) to the client PC. The client PC remotely controls the PC/HMI. To make a connection, the client PC enters the IP address of the target device. VNC Viewer is a great app if you want to [...]

Sprue Bushings and Heated Nozzles Now Available
Spark Industries Expands Product Line To Include Sprue Bushings and Nozzles We’re seeking to provide as much value to mold builders as possible. Expanding our product line to include integrally heated sprue bushings and nozzles enables tool shops and molders to leverage these proven designs while receiving our hands-on service and support. We also offer custom mold boxes, mold, and cable diagnostics, cables, and of course, our Fast Heat Pulse and Ion hot runner controllers. Integrally heated sprue bushings have a superior heat transfer and can process a wide range of resins. The streamlined flow channel terminates in a reverse taper gate, providing minimum pressure loss and allowing for rapid gate freeze. The formation of a small gate stub on the part or runner results in a [...]
Hot Runner Control Input and Output Communication
Hot Runner Control Input-Output SignalsHot runner control input-output signals are a terrific way to integrate hot runner temperature controls with injection molding machines. Further, they can be tied in with robots, conveyors, or other peripheral equipment. The Fast Heat Pulse Controller has four INPUT and OUTPUT channels. The channels are configurable per order, but the INPUT is typically a N/O (normally open) dry contact or a 10-32 DC voltage signal. And, the OUTPUT standard is a N/O (normally open) dry contact. Each OUTPUT channel can have one or more ALARM STATUS or an AT TEMPERATURE notification assigned to activate it. Each INPUT channel is typically assigned to either RUN, STOP, BOOST, or IDLE.Example use cases include but are not limited to:% POWER ALARM – used to turn [...]
Hot Runner Control Impact on Moldflow Analysis
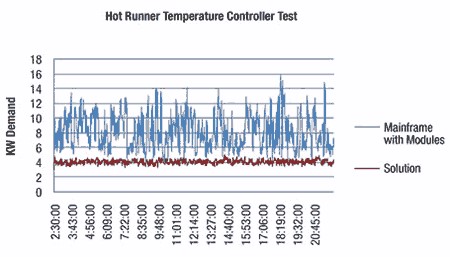
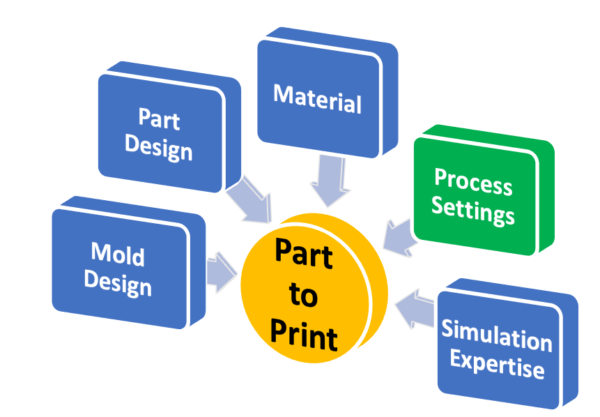
Consistent Hot Runner Temperature Control is Key We've known for many years that Fast Heat clients value precise hot runner temperature control, especially for engineered resins, glass-filled applications and wide-spec regrinds. These materials require consistent temperature control to achieve "part-to-print" specifications. According to CAE, a leader in Moldflow analysis, altering material characteristics due to inconsistent temperature control is a common cause of warpage. Another aspect of achieving "part-to-print" specifications, as CAE calls it, are process settings. Again, the key to temperature control is not to introduce variation into the process due to fluctuating temperatures. Simply put, the manifold system is merely a passageway for the melt that is already supposed to be plasticized correctly by the injection molding machine. While gate location, gate type/size and sequential [...]
Hot Runner Maintenance Training
Hot Runner Maintenance Training Needs to Include Why Not Just How Onboarding and training new employees on why things are done a certain way and not just how is critical in hot runner temperature control and proper hot runner system management. What does onboarding and training have to do with hot runner controls? First, before we dive into the nuts and bolts of successful hot runner maintenance training, let’s examine the importance of effective on-boarding and of an established training system from a broader viewpoint. We assure you this is not a human resource piece! For just a moment, allow us a little latitude, if you will, to look at humans and how we work. It makes sense in the end, and we will focus on [...]

Pulse Hot Runner Controller Debuts New HMI
Fast Heat by Spark Industries will be debuting an updated human-machine interface (HMI) on their Pulse hot runner controller at Amerimold 2021. The updated controller is standard on all Pulse controllers. Additionally, the new technology's retrofit is available for older versions of the hot runner controller. The features of the updated interface are: Plug and Play- Set/Select your recipe and go Automatic bake-out to prevent shorts Evensoak-ramps up by group, so expansion is even Zone or group set points can be adjusted quickly Auto or manual slave off other thermocouples Temperature, amperage, percent power, thermocouple, and heater condition alarms are easy to see Thermocouple designation can be reassigned if there is a miswire Boost or Idle with one button Security levels can be assigned Why Choose [...]

Spark Industries Acquires Fast Heat’s Hot Runner Controller Product Line
January 7, 2021. Recently formed Spark Industries has acquired Fast Heat's current product line. Founded by former Fast Heat GM Chad Root and Operations Manager Manny Diaz, Root and Diaz are leveraging their extensive experience in the industry. There is an obvious opportunity to advance the technology of the Hot Runner Controllers, and tackling that challenge was first on the agenda. Their deep understanding of their client's needs gives them a distinct advantage. Spark is committed to continuously improving the current line and creating new and innovative products in the future. Spark Industries is poised to be a game-changer. Support from the Industry "We have a lot of support from customers, reps, and dealers. They expect us to improve service and support along with product development, [...]
Plastic Injection Molding Process Options Explained | Trade Show Dates
Yes, Fast Heat by Spark Industries is all about injection molding solutions! We also want to ensure you have easy access to whatever makes your business successful.
We believe that straightforward education and training are part of the obvious advantages you can bring to your staff and business practices.
The injection molding industry has some pretty remarkable options that you can consider when designing new product lines and molds. Some of these processes can help utilize certain resin types or even make your product more durable.
For example, look at these
- 3-Plate vs 2-Plate
- Cold-runner vs Hot-runner
- Insert molding
- Over-molding
- Two-shot
- Vertical
3-Plate Versus 2-Plate Molds
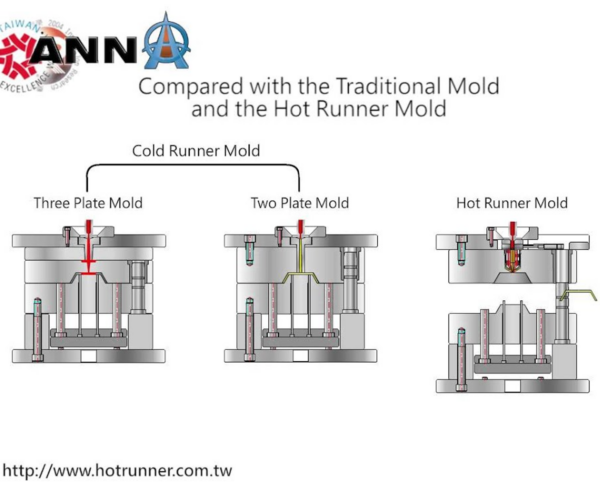
As implied by the name, the 3-plate mold is more complex than a 2-plate mold. It has an additional mold plate between the top clamp plate and the cavity plate, called the runner plate, which allows the runner scrap and plastic molded parts to be released separately.
A 3-plate mold is cheaper to build and less likely to break down. Also, thermally, some sensitive materials are less likely to degrade.
However, the 2-plate application can save money and time for mass production. Further, the 2-plate mold drops the plastic part freely. But after molding, there’s a need to manually cut off the gate, which requires more time, and an operating technician, which means additional costs. However, choosing a gate shape and location with a 2-plate mold is easier.
FS Tooling helped us get a good grasp on the differences; take a look at how they expand on 2-plate vs 3-plate explanations for a fuller picture.
Delving a little further, when it comes to plastic injection molds, the most common division is between cold runner and hot runner molds. In general, hot runners are more expensive than cold runners but also offer better performance and durability.
According to the basic injection mold gating system, systems can be divided into three types:
- Two-plate mold
- Three-plate mold
- Hot runner mold is also called (runner-less mold)
Of course, Fast Heat by Spark Industries may be a little partial to the hot runner system! But every project has different requirements.
Cold Runner vs Hot Runner
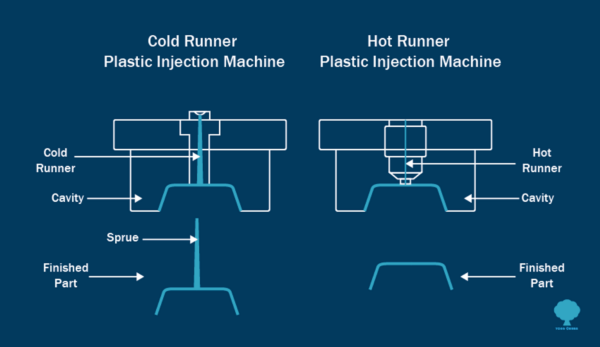
Mold Devices explains the difference between hot and cold runner injection molding:
Hot runner mold systems are valued for their ability to produce consistent quality within faster cycle times. Although more expensive than cold runner systems in terms of initial cost and ongoing maintenance, they don’t generate waste, thereby offering long-term savings potential. Downsides of hot runner mold systems: Color changes are more difficult, and they rule out the use of some heat-sensitive polymers.
Cold runner mold systems allow for easy color changes, work well with heat-sensitive polymers, and are less expensive and easier to maintain than hot runners. Disadvantages: They offer slower cycle times and create waste unless excess materials are recyclable. As a result, cold runner mold systems can run up higher costs if several iterations are required to arrive at the correct design.
Ok, so you have a good grasp on choosing hot or cold runner systems and understand the difference between two and 3-plate molds…here’s what some consider to be advanced molding techniques! If nothing else, they are really cool!
We gathered this information from Sybridge.com, and the full article can be seen at: Insert and over-molding:
Insert Molding
The insert molding manufacturing process involves injecting molten plastic around pre-placed inserts (usually metal), forming a strong bond between the two materials and helping cut back on assembly operations and time. Common inserts include pins, blades, threaded nuts and knobs, sleeves, bushings, and the metal shanks of tools, such as screwdrivers.
Over Molding
First, a thermoplastic injection forms the rigid substrate. After the substrate forms, another shot (generally thinner and more pliable) is injected in, on, or around the substrate. As the materials cool, they bond together, creating a unified, strong, and durable part. Bonds can be chemical or mechanical, depending on the materials as well as the design of the part or product.
2-Shot Molding
What is two-shot molding? Two-shot, also referred to as dual-shot, double-shot, multi-shot, and over-molding, is a plastic molding process in which two different plastic resins are molded together in a single machining cycle, allowing engineers to create multi-material or multi-colored parts without adding extra assembly steps.
This is a personal favorite! Maybe it’s the movement or complexity? Either way, it’s pretty fancy processing! Take a look:
https://youtube.com/clip/UgkxcBcKlFILmSEin82fxXSvS3QUqJT5KIGP?si=_4HGYnGbxX2dtt0a
Vertical Molding
I recall seeing a vertical mold running for the first time…do you? It’s memorable! The major difference between the two options is the vertical mold operates perpendicular to the floor surface, and moves up and down rather than side to side. And why would you ever need to choose a vertical mold instead of a horizontal one?
Your parts require insertion or over-molding to enhance the product function and/or visual appeal. Inserts used for insert molding will be held in place by gravity, which makes the operation easier to incorporate.
Your operation requires a smaller injection molding machine that takes up less floor space.
Review the full scope of vertical molding attributes at Sea-lect Plastics.
If you want to learn more about the ins and outs and the verticals and horizontals of the plastic world, we suggest you view our trade show list below and plan to attend one!
Contact Fast Heat by Spark Industries…we can help with your injection molding needs!
Automate Chicago 2024
May 6-9, 2024
The biggest automation show. The best solutions. 365k+ square feet! 800+exhibitors!
Plastic Minneapolis 2024
Oct. 16 – 17, 2024
Plastics processing resources for manufacturers in Aerospace/aviation, Appliances / Housewares, automotive, electronics, medical, packaging, consumer goods, and more.
NPE: The Plastics Show 2024
6-10 May 2024
The largest plastics trade show in the Americas, NPE, provides a platform for technology and ingenuity to advance product innovation. It brings together experts in various fields to transform the industry.
Plastics Extrusion World Expo 2024
18 – 20 Mar 2025
This international exhibition brings together professionals from across the plastics extrusion industry for two days of networking, knowledge sharing, and innovation in Cleveland.
Plastics Technology Expo
10 – 12 Jun 2025
PTXPO is your hands-on opportunity to see and feel the newest plastics machinery, immerse yourself in free educational sessions, experience equipment demonstrations, and participate in numerous networking opportunities.
References:
Hot Runner Injection Molding Process
Hot Runner Maintenance Guide
Common Hot Runner Cable Connection Problems
Hot Runner kW Demand

{kind=link}